آنیل کردن یا بازپخت فولاد

به طور حتم، یکی از عملیاتهای اساسی در فرایند تولید و ترکیب فولاد با فروآلیاژهای مختلف همچون فرومنگنز ، فروسیلیس ، فرو سیلیکو منگنز ، فرایند عملیات حرارتی میباشد. عملیات حرارتی به فرآیند کنترل شده گرم کردن و خنک کردن یک ماده به منظور بهبود خواص، عملکرد و استحکام آن اشاره دارد. اهمیت عملیات حرارتی در بسیاری از محصولات در خودروسازی، هوافضا، ساخت و ساز، کشاورزی، معدن و صنایع کالاهای مصرفی مشهود است و همگی از عملیات حرارتی برای بهبود خواص مواد، به ویژه فولاد استفاده میکنند. انواع اصلی عملیات حرارتی عبارتند از آنیل کردن، نرمالیزه کردن، خاموش کردن و تمپر کردن. آنچه که در این مقاله قصد داریم مورد بررسی قرار دهیم، عملیات حرارتی آنیل کردن میباشد.
آنچه در ادامه مطلب خواهید خواند

آنیل کردن چیست؟
آنیل کردن، یکی از مهمترین عملیات حرارتی انبوه فولاد و چدن است. به عبارتی ، بازپخت ، نوع خاصی از عملیات حرارتی فلزات مختلف و آلیاژهای مختلف است که مهمترین مشخصه آن، گرم کردن مواد تا دمای مورد نیاز، تثبیت دما برای یک مدت زمان معین و سپس خنک سازی آهسته فلز میباشد. این فرآیند با تبلور مجدد و همگن شدن همراه است. لازم به ذکر است که بازپخت به منظور کاهش سختی مواد انجام میشود که تاثیر مثبتی بر ماشینکاری بعدی فلز دارد.
همچنین دمای بازپخت معمولا باید 20-30 درجه ، بالای 723 درجه (نقطه بحرانی) باشد که در آن تغییر اصلی در ساختار داخلی فولاد رخ داده و در نتیجه بازپخت، سازهای پایدار و عاری از تنش های پسماند تشکیل می شود.

هدف از بازپخت
به طور کلی، آنیل کردن یکی از انواع عملیات حرارتی است که به عنوان عملیات مقدماتی یا نهایی برای سخت کاری، جوشکاری، برشکاری یا عملیات تحت فشار استفاده میشود. هدف اصلی از آنیل، تغییر ساختار فولاد به منظور کاهش سختی آن و ایجاد شکل پذیری و چقرمگی و همچنین حذف تنشهای داخلی آن است. برای انجام این کار، محصولات فولادی بالاتر از دمای بحرانی گرم شده و سپس به صورت آهسته خنکسازی میشوند. پس از چنین پردازشی، ساختار فلز، اندازه دانه آن و یکنواختی شبکه کریستالی تغییر میکند. لازم به توضیح است که دمای حرارت در حین بازپخت ، بسته به اهداف یک عملیات خاص و همچنین درصد کربن و افزودنی های آلیاژی در فولاد انتخاب میشود. برای تعیین پارامترهای زمانی گرمایش و سرمایش که تا حد زیادی به جرم و شکل محصول بستگی دارد، از روشهای محاسبه و داده های کتابهای مرجع فناوری استفاده میشود. شایان ذکر است که مهمترین اهداف استفاده از عملیات حرارتی بازپخت را میتوان به این صورت تشریح کرد:
- کاهش سختی و افزایش شکل پذیری فولاد جهت تسهیل برش فلز.
- کاهش تنشهای داخلی ناشی از عملیات تحت فشار (جعل، مهر زنی)، ماشینکاری و غیره.
- حذف شکنندگی فولاد و افزایش مقاومت در برابر ضربه.
- از بین بردن ناهمگنی ساختاری ترکیب مواد که هنگام انجماد ریخته گری در نتیجه جداسازی رخ می دهد.
- تغییر در خواص فلز کار سخت شده.
فرآیند بازپخت
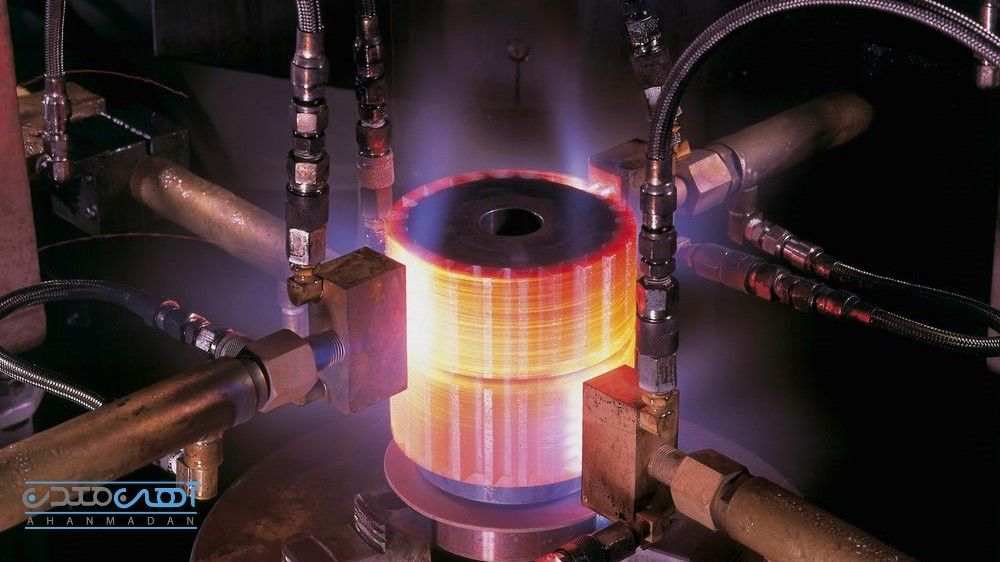
در فرایند آنیل کردن ، اولین مرحله از بازپخت ، حرارت دادن مواد تحت پردازش است. به این صورت که ابتدا دما به آرامی و با یک نرخ ثابتی افزایش مییابد. این امر بایستی با احتیاط کامل به گونهای که مولکول ها حالت خود را از جامد به حالت انبساط تغییر ندهند ، انجام میشود. مرحله دوم فرایند بازپخت این است که بایستی دما را برای چند دقیقه، ساعت و یا حتی چند روز ثابت نگه داشت تا تمام مولکولها تنش و فشار خود را آزاد کنند. مرحله سوم و بسیار مهم، خنک کردن است. لازم به ذکر است که سرعت خنکسازی ، عامل بسیار مهمی جهت جلوگیری از ایجاد لکههای مختلف دمایی بر روی فولاد و همچنین دستیابی به مولکولهای مناسب میباشد.
لازم به توضیح است که سرعت گرم شدن قطعه تا دمای آنیل کردن ، بستگی به ترکیب شیمیایی، شکل و ابعاد قطعه دارد. به عنوان مثال ، در اندازههای بزرگ و اشکال پیچیده قطعه، گرمایش باید آهسته بوده و سرعت سرمایش در حین بازپخت نیز باید کم باشد و یا فولادهای کربنی در هنگام بازپخت با سرعت 100-200 درجه در ساعت و فولادهای کم کربن بایستی با سرعت 50-60 درجه در ساعت خنک شوند.
انواع آنیل کردن
در ادامه برخی از انواع فرآیند آنیل کردن آورده شده است:
- آنیل کامل / آنیل معمولی
- بازپخت همدما
- آنیلینگ کروی
- آنیل تبلور مجدد
- آنیل تثبیت
- بازپخت کاهش تنش
در یک طبقه بندی کلیتر، انواع بازپخت را میتوان به دو نوع بازپخت نوع اول و بازپخت نوع دوم طبقه بندی نمود:
بازپخت نوع اول:
بازپخت نوع اول : آنیل کردن نوع اول بدون تغییر فاز ساختار بلوری فولاد رخ میدهد. این در حالیست که آنیل کردن نوع دوم، با تغییر در اجزای فاز همراه است. به عنوان یک قاعده، بازپخت نوع اول پس از ریخته گری، شکل دهی گرم و سرد و همچنین انواع مختلف برش استفاده میشود. هنگام استفاده از این نوع عملیات حرارتی، تمام فرآیندهای بازسازی فولاد بدون توجه به تغییرات اجزای فاز، به طور خود به خود ادامه مییابند و گرمایش تنها آنها را تسریع میکند.
بازپخت هموژنیزاسیون یک بازپخت نوع اول است که اغلب برای بازپخت بیلتهای ریختهگری ساخته شده از فولادهای آلیاژی به منظور بهبود شکل پذیری و افزایش یکنواختی ریزساختار استفاده میشود. به این نوع عملیات حرارتی، بازپخت انتشار نیز گفته میشود، زیرا هم ترازی توزیع عناصر شیمیایی بر روی حجم محصول با کمک انتشار اتفاق میافتد. هنگام ریختهگری فولادهای آلیاژی، ناهمگنیهای درخت مانند (دندریتی) در ساختار آنها ایجاد میشود. در حالی که عناصر آلیاژی (کروم، مولیبدن، وانادیم) در قسمت میانی این سازندها متمرکز میشوند. پس از گرم شدن، اتمهای آنها متحرکتر میشوند و در بخشهایی با غلظت کمتر منتشر میشوند. در طول بازپخت همگن، فولاد تا دمای نزدیک به ذوب (تا 1200 درجه سانتیگراد) گرم میشود و سپس به آرامی در یک کوره به مدت دهها ساعت سرد میشود. در نتیجه طولانی بودن این فرآیند، فلز مورد نظر درشت دانه میشود. این نقص، با عملیات حرارتی بعدی اصلاح شده و قطعه به فلزی با دانههای ریز تبدیل میشود.
لازم به ذکر است که جهت کاهش سختی و افزایش شکلپذیری، از آنیل مجدد کریستالیزاسیون استفاده میشود که امکان بازیابی تغییر شکلها را در شبکه کریستالی فولاد فراهم میکند. برای انجام این کار، قطعه تا دمایی بیش از آستانه تبلور مجدد گرم میشود (برای فولاد کربنی، این مقدار، حدود 700 درجه سانتیگراد است). پس از رسیدن به دمای آستانه، قطعه در این دما نگه داشته شده و سپس خنک می شود.
بازپخت نوع دوم
بازپخت نوع دوم: می توان عیوب ساختار داخلی فولاد را با تبدیل فازی اجزای آن برطرف کرد. در این نوع از بازپخت، فلز مورد نظر ابتدا باید تا دمای انتقال به آستنیت (727 درجه سانتیگراد) گرم شود. در این نوع از بازپخت، فلز مورد نظر با تغییرات اساسی در ساختار خود همراه خواهد شد. به عبارتی، با استفاده از بازپخت نوع دوم ، میتوان خواص مکانیکی فولاد و فلزات مورد نظر را به میزان قابل توجهی تغییر داد.

مزایای آنیل کردن
عملیات حرارتی آنیل کردن ، به دلیل دارا بودن مزایای متعددی در بسیاری از صنایع و بر روی انواع مختلفی از مواد مانند فلزات (فولاد، آهن و غیره)، شیشه، پلاستیک و غیره انجام میشود. برخی از مهمترین مزایای آنیل کردن را میتوان به صورت زیر ارائه داد:
- تنش درونی را کاهش میدهد.
- شکل پذیری را افزایش میدهد.
- استحکام قطعه را افزایش میدهد.
- همگنی را بهبود میبخشد.
- چابکی را بهبود میبخشد
- ساختار مواد را بهبود میبخشد.
- سختی و شکنندگی را کاهش میدهد.
- خاصیت مغناطیسی را بهبود میبخشد.
- ظاهر مواد را بهبود میبخشد.



